Surface Topography in High-Pressure Laminates (RMA & Ra)
One of the most overlooked variables in thermoset specification is the interface between the surface of the laminate and the adjoining application. Engineers often spend weeks debating the merits of G-10 vs. G-11 for thermal stability, only to gloss over the surface finish.
If you’re designing for high-vacuum seals, aerospace adhesives, or precision tolerances, you need to understand the technical delta between a Platen and a Sanded surface. Here is the breakdown of how these finishes perform under the microscope.
Surface Roughness (Ra), or Roughness Average, is the most universally recognized parameter for quantifying the microscopic peaks and valleys on a material's surface. It provides a single numerical value—typically expressed in micro-inches (μ in) to describe the "texture" of a part. While (Ra) is an excellent benchmark for general quality control and consistency in machining, it is a 2D average that does not distinguish between a surface with sharp spikes and one with deep pits, making it essential to pair with other parameters or visual standards like RMA when specific friction or sealing properties are required.
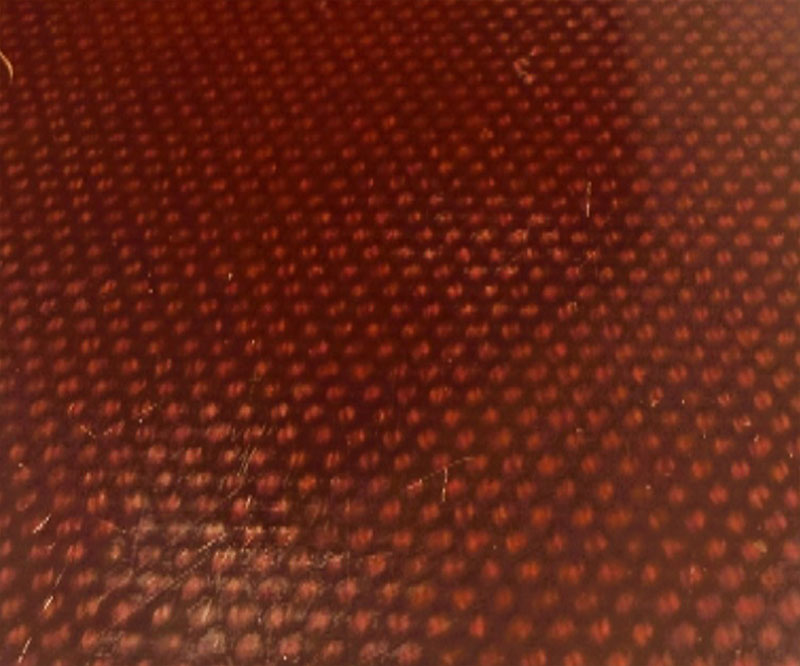
The Platen Finish: The "As-Molded" Barrier
The platen surface (often called "natural" or "press-molded") is the result of the resin curing against highly polished stainless steel plates.
- The Physics: During the high-pressure cure cycle, a "resin-rich" skin forms at the surface. This layer is essentially a pure polymer barrier that encapsulates the reinforcement fibers (glass, cotton, or paper).
- The Performance: This is your best defense against moisture absorption and chemical ingress. It offers the highest dielectric strength because the glass fibers aren't exposed.
- The Constraint: It’s notoriously "slick." If you are specifying secondary bonding with an epoxy or polyurethane, the surface energy is too low. Without a mechanical "tooth," you’re looking at an interface failure waiting to happen.
- Surface Profile: Typically falls into the RMA 1 to RMA 2 category (10–32 μ in Ra}.
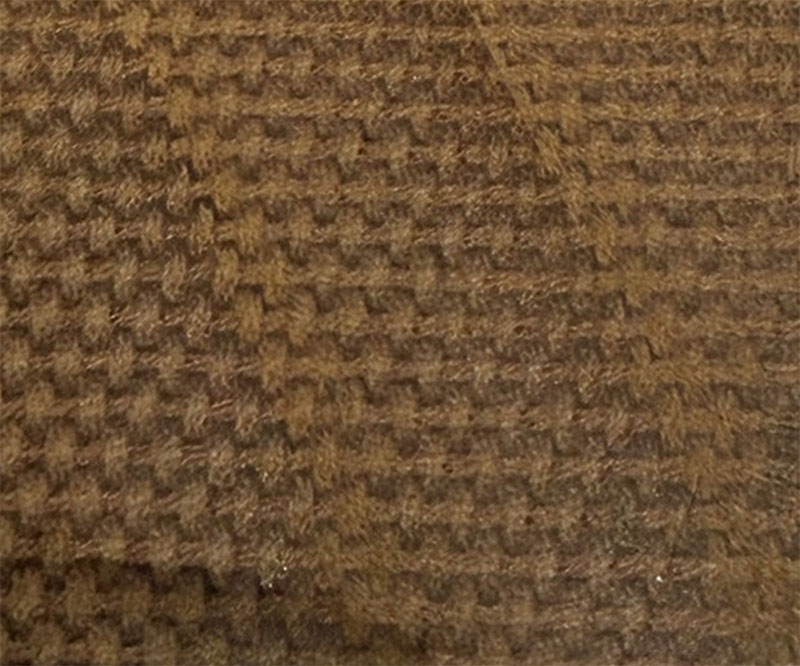
The Sanded Finish:
When we take a sheet to the wide-belt sander or surface grinder, we are intentionally destructive. We strip away that resin-rich skin to expose the "skeleton" of the composite.
- Thickness Control: You can’t rely on press-molding for tight tolerances. If your drawing calls for +/- 0.002", the sheet must be sanded.
- Bonding Kinetics: Sanding creates a high-surface-area landscape. By exposing the fibers, you provide the "mechanical interlock" necessary for structural adhesives.
- Surface Profile: A standard factory sand (typically 120-180 grit) yields an RMA 3 to RMA 4 finish (63–250 μ in Ra).
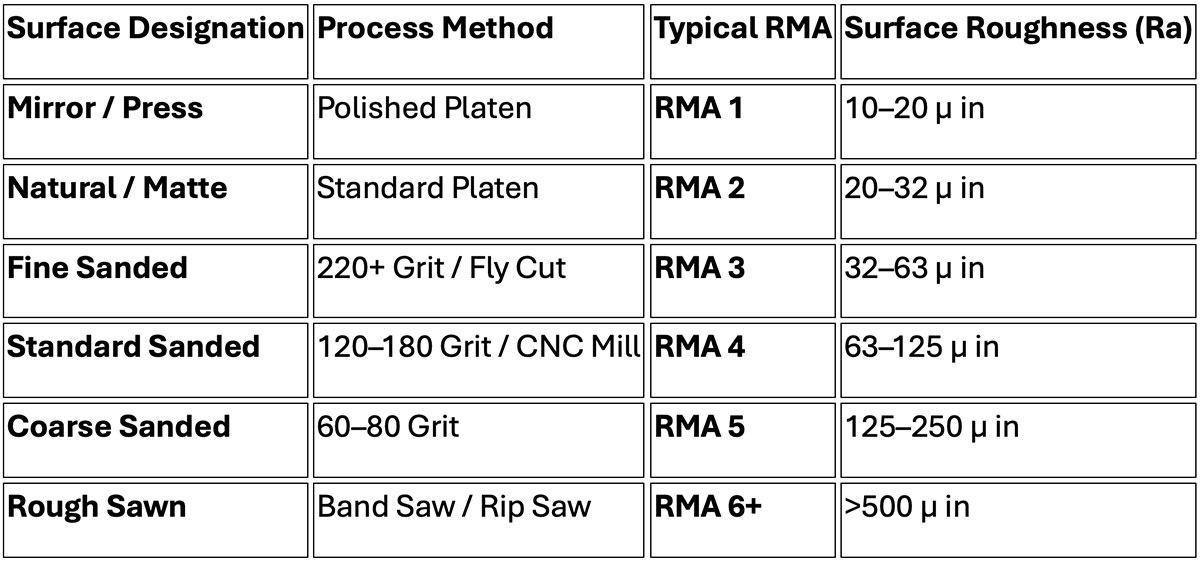
Technical Correlation: RMA, Grit, and CNC Feeds
In the table below, I’ve mapped out how we achieve specific RMA benchmarks in the shop. Keep in mind that as the RMA number increases, the "roughness" increases.
CNC Machining Considerations
If you are moving from raw sheet stock to a finished component, your CNC strategy will dictate your final RMA.
- Facing Operations: A standard 2-inch face mill with carbide inserts usually produces a clean RMA 3 finish. However, if your feed rate is too high, you’ll get "scalloping," which can compromise O-ring seals.
- Tooling Geometry: For glass-reinforced grades (G-10/G-11), tool wear is a major factor. As the tool dulls, it stops cutting the glass cleanly and begins "fuzzing" or fracturing the fibers, which can spike your surface roughness measurements and cause out-of-spec dimensions.
- Achieving RMA 2 on a Mill: Typically this requires diamond-coated (PCD) tooling and a high-speed fly-cutting pass. It’s expensive, so don't specify it unless the application truly demands it.